Welded or Bolted Connections in Manufacturing
- Aug 27, 2025
- 7 min read
Why Connection Methods Matter / Welded or Bolted Connections
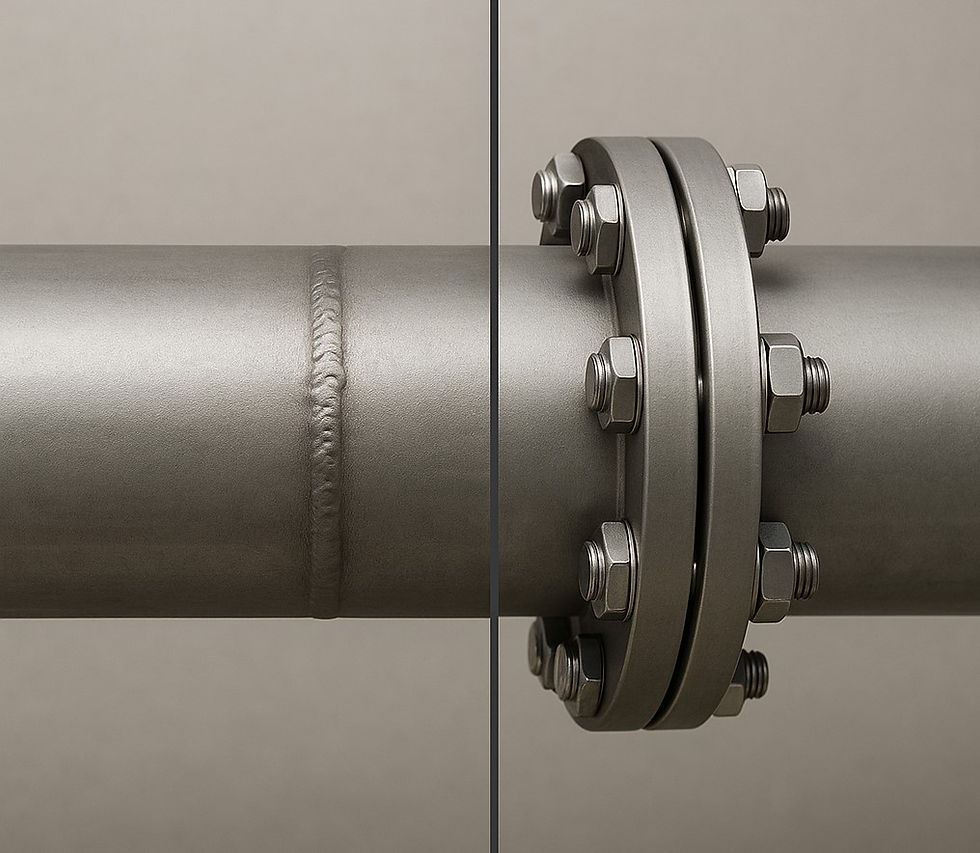
In mechanical and structural manufacturing, how components are joined is just as critical as their material properties. Two of the most common methods are welded connections and bolted connections. Each has unique strengths, limitations, and ideal use cases.
At 77 Teknik, we evaluate both approaches carefully to ensure strength, durability, and efficiency in every project. Here, which of the welded or bolted connections do we choose?
Welded Connections
Welded connections create a strong, permanent bond by melting and fusing two or more pieces of metal together. This fusion process, which often uses a filler material, results in a joint that acts as a single, continuous piece, unlike mechanical fasteners like bolts or rivets.
Key Advantages
High strength and rigidity: The fusion of the parent metals creates a joint that is often stronger than the base materials themselves. This makes welded connections ideal for load bearing structures like bridges and buildings, where a strong, rigid connection is crucial. They can withstand significant tensile, compressive, and shear forces.
Permanent and seamless connection: Welding creates a continuous, uninterrupted bond between parts. This eliminates the need for extra fasteners, reducing stress concentrations that can occur around bolt holes. The seamless nature also makes the joint more resistant to leaks in applications like pipes and pressure vessels.
Better resistance against vibrations: Unlike bolted joints that can loosen over time due to vibration or dynamic loading, welded joints are not prone to this type of failure. Their monolithic structure ensures the connection remains stable, making them a preferred choice in high vibration environments, such as in vehicles or machinery.
Reduced overall weight: Because welding doesn't require extra plates, bolts, or rivets, the overall weight of the structure is significantly lower. This is a major advantage in industries where weight reduction is critical, like aerospace and automotive manufacturing.
Suitable for complex geometries: Welding provides a high degree of design flexibility. It can be used to join parts with complex, non planar shapes that would be difficult or impossible to connect with conventional mechanical fasteners.
Common Types of Welded Joints
The type of welded joint used depends on the specific application and the geometry of the parts being joined. The five basic types are:
Butt joint: The most common type, where two pieces of metal are joined end to end in the same plane. It is often used for pipes and structural frames.
Tee joint: Formed when two pieces of metal intersect at a 90 degree angle, resembling the letter 'T'. It's often used in structural steel frameworks and is typically joined with a fillet weld.
Lap joint: Created by overlapping two pieces of metal. The weld is applied along the edge of the overlapping surfaces. This is common in sheet metal fabrication.
Corner joint: Similar to a tee joint, but the two pieces meet at a 90 degree angle at a corner. This is frequently used for creating box like structures.
Edge joint: Made by joining the edges of two pieces of metal that are parallel to each other. This is often used for joining thin sheets.
Welding, while offering many benefits, also has significant drawbacks that need to be considered. These disadvantages are primarily related to the specialized nature of the process and its effects on the materials being joined.
Disadvantages
Requires skilled labor and quality control: Welding is a technical skill that requires extensive training and certification. A welder must understand different welding processes, materials, and safety protocols to create a strong, defect free joint. Unlike with bolted connections, a simple visual check often isn't enough to verify a weld's quality, leading to the need for advanced inspection.
Difficult to disassemble or modify: The permanent nature of a welded joint is a double edged sword. If a structure needs to be taken apart for maintenance, repair, or modification, the welded joint must be cut or ground out. This is a time consuming and labor intensive process that can damage the surrounding material, making it a poor choice for components that require regular servicing.
Potential for heat distortion: Welding involves intense localized heat, which causes the metal to expand. As the weld cools, it contracts, and the uneven heating and cooling can lead to residual stresses and distortion of the final part. This warping can affect the dimensional accuracy of the component, which is especially problematic for parts that require tight tolerances.
Higher inspection costs: Due to the risk of internal defects like cracks, voids, and slag inclusions that are invisible to the naked eye, welded joints often require expensive Non Destructive Testing (NDT). These methods, such as ultrasonic testing (using high frequency sound waves) or radiography (using X-rays or gamma rays), are crucial for safety critical applications like pressure vessels, pipelines, and aircraft components. The cost of these inspections significantly adds to the overall project expense.
Bolted Connections
Bolted connections are a type of mechanical fastening that uses threaded bolts, nuts, and washers to join parts. They offer a non permanent and reusable joint, providing significant advantages in certain applications. However, they are also prone to specific failure modes and design challenges.
Key Advantages
Easy to assemble and disassemble: The primary benefit of bolted connections is their non permanent nature. Unlike welding, they can be easily installed or removed using standard tools like wrenches. This makes them ideal for temporary structures, components that require regular maintenance, or modular designs that may need to be reconfigured.
No heat distortion: Since bolted connections don't involve heat, they avoid the thermal stresses and distortions that can occur with welding. This is crucial for materials that are sensitive to heat or for parts that must maintain precise dimensional tolerances, such as machined components in engines or aerospace structures.
Lower upfront inspection requirements: While proper tightening is essential, the quality of a bolted joint can often be visually verified or checked with simple torque wrenches. This is in contrast to the expensive and specialized Non Destructive Testing (NDT) required to detect internal flaws in welds.
More flexible for modular designs: The ability to assemble and disassemble makes bolted connections perfect for products with a modular design. Manufacturers can pre fabricate parts in a factory and then quickly assemble them on site, a common practice in building construction and machinery.
Bolted joints are primarily classified based on how they transfer load between the joined components. The two most common types are bearing type connections and slip critical connections.
Bearing Type Connections
This is the most common and simplest type of bolted joint. In a bearing type connection, the bolt is installed in a hole that is slightly larger than the bolt's diameter. The bolt is only tightened to a "snug tight" condition, meaning it's just tight enough to keep the joined parts in contact.
Load Transfer Mechanism: The load is transferred when the bolt bears directly against the side of the bolt hole. The bolt resists the load through shear (a force that pushes parts of a material in opposite directions) and the joined plates resist the load through bearing stress (a compressive stress at the surface where two components make contact). This small amount of slip is expected and is part of the design.
Key Characteristics: They are cost effective and easy to install. They are suitable for most applications where minor movement or slip is acceptable, such as in simple framing connections in buildings.
Slip Critical Connections
In this type of connection, high strength bolts are used and tightened to a very high preload (tensile force) using a torque wrench or other specialized tools. The bolts are tightened to the point where they generate a very large clamping force between the joined plates.
Load Transfer Mechanism: The high clamping force creates friction between the "faying surfaces" (the contact surfaces of the joined plates). This friction is what resists the shear load, preventing the plates from slipping relative to each other. The bolts themselves are not meant to resist the shear load.
Key Characteristics: These connections are more expensive due to the high strength bolts, required surface preparation (to maximize the friction coefficient), and more rigorous inspection. They are used in applications where any slip would be detrimental to the structure's performance, such as:
Connections subjected to fatigue or frequent load reversals (e.g., bridges, cranes).
Where there are oversized or slotted holes.
Where slip could cause a loss of structural stability.
Disadvantages
Heavier due to bolts and plates: To provide sufficient clamping force, bolted joints often require multiple bolts, along with additional plates or gussets. This adds significant weight to the final structure, which can be a major disadvantage in applications where weight reduction is a priority, like aircraft or racing cars.
Requires precise hole alignment: For a bolted joint to function correctly, the holes in all the joined components must align precisely. This requires careful machining and can be a challenge during fabrication and assembly, especially for large structures or field installations. Any misalignment can lead to an uneven distribution of stress or difficulty in inserting the bolts.
Susceptible to loosening under vibration: One of the most common failure modes for bolted connections is loosening from vibration or dynamic loads. Repeated transverse (side to side) movement between the joined parts can cause the bolt and nut to slightly rotate and lose their preload (the clamping force). Once the preload is lost, the joint can fail. Engineers often use locking washers, locknuts, or thread adhesives to prevent this.
Stress concentration around holes: Drilling holes in a material creates a geometric discontinuity, or a point where stress lines must flow around the hole. This causes the stress in the material to concentrate at the edges of the hole, a phenomenon known as stress concentration. This localized stress can be much higher than the average stress in the rest of the material, making the area around the bolt hole the most likely point of failure under load.
Comparison: Welded or Bolted Connections
Criteria | Welded Connection | Bolted Connection |
Strength | Very high, permanent | High but limited by bolt grade & tightening |
Assembly Speed | Slower, requires welding process | Faster, easier to assemble |
Disassembly | Not possible without cutting | Simple, reusable bolts |
Durability | Excellent if welded properly | Good, but may loosen over time |
Cost | Higher labor/inspection | Higher material (bolts/plates) |
Applications | Pressure vessels, pipelines, structural frames | Bridges, machinery, modular assemblies |
77 Teknik’s Engineering Approach
At 77 Teknik, we use both welded and bolted connections depending on:
Load requirements
Maintenance expectations
Safety standards
Cost and project timeline
Welded or Bolted Connections ; our engineers combine CAD simulations, FEA analysis, and industry standards to choose the best method for each application.
Let’s Engineer the Right Connection for Your Project
Not sure whether to choose welded or bolted connections for your design?